
熱門關鍵詞:

化工企業是我國工業的重要組成部分,但是化工企業也是高污染的行業之一。在企業生產中會產生大量的有機廢氣,這對環境造成非常大的傷害。國家對于化工企業的廢氣改造工程也在有序的進行。目前,在有機廢氣處理方面,安峰環保也取得很多成功的案例。針對蘇州專區的化工企業有機廢氣處理,安峰環保也針對有機廢氣的處理列舉一些廢氣處理的經典案例,對有機廢氣處理中的特殊成分進行處理說明。
江蘇某化工企業專業從事生產分散劑、乳化劑、復合油相產品,現已形成年產8000t分散劑、4000t乳化劑、4000t乳化復合油相產品生產規模。項目工藝廢氣主要包括:烴化反應過程中產生的氯化氫和氯氣、水環真空泵尾氣等。各車間雖已配備了廢氣治理相關設施,但仍難以滿足現行的大氣污染排放標準,因此需要對企業廢氣排放進行進一步治理。
1企業廢氣處理現狀
企業現有兩個生產車間,其中車間一主要生產乳化劑和乳化復合油相,車間二主要生產分散劑。乳化劑的生產方法是采用二步法生產,山梨醇醚化反應和油酸進行酯化反應在同一個反應釜內進行,通過調節催化劑的加入時間來調節產品的品質。乳化復合油相的生產是將復合蠟、氯化石蠟和乳化劑按一定的配比加入到反應釜中進行加熱并在一定的溫度下進行攪拌,最終得到成品。分散劑產品生產工藝由烴化反應、胺化反應、過濾處理等幾個工序組成。
根據生產工序對各車間廢氣現有排放及處理技術進行分析,各車間廢氣排放情況及現有處理現狀為:車間一為乳化劑和乳化復合油相生產車間。廢氣處理系統中廢氣主要來源包括真空泵尾氣和反應釜放空廢氣。真空泵尾氣及反應釜放空廢氣的處理措施為匯總接入“一級活性炭吸附罐”處理后通過15米高排氣筒排放。車間一總收集氣量為1200m3/h,因該車間油酸廢氣濃度較高,因此僅僅依靠活性炭吸附很難達到排放標準,且更換周期較短,系統運行費用較高,需要對處理工藝進行改進。車間一原有廢氣處理工藝流程圖見圖1。

車間二為分散劑生產車間。廢氣處理系統中廢氣主要來源兩部分:真空泵尾氣反應釜放空廢氣。真空泵尾氣及反應釜放空廢氣匯總接入“一級活性炭吸附罐”處理后通過15米高排氣筒排放。車間二廢氣主要成分為馬來酸酐,總收集氣量為1000m3/h,該車間現有處理工藝為“一級活性炭吸附”處理工藝,活性炭吸附罐基本能滿足廢氣處理達標要求。
2廢氣整治方案
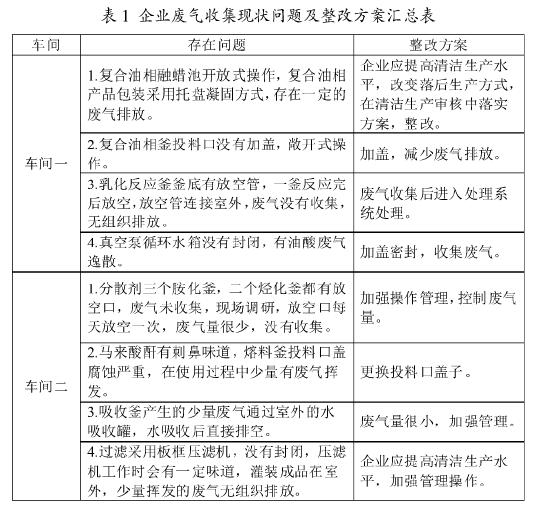
通過對企業已有廢氣收集現狀進行調研,企業廢氣處理目前存在的問題主要有:反應釜放空管尾氣收集管路沒有接入處理設備,直接放空,污染較重;復合油相生產的清潔生產水平有待于進一步提高,融蠟池及產品固化方式相對落后;分散劑生產過程采用板框式壓濾機進行固液分離,工藝生產過程中會有無組織廢氣逸散。企業廢氣收集現狀問題及整改方案匯總表見表1。
此外,鑒于車間一現有處理技術使得廢氣難以達到排放標準,因此參考類似廢氣處理成功案例,新增一套UV光解氧化設備,主要用來降解和氧化廢氣中的有機氣體,然后再經過活性炭吸附即可達標排放,整改后工藝流程見圖2。
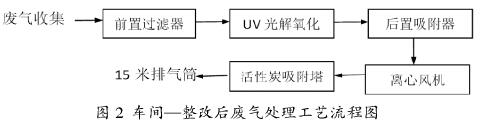
通過整改后,車間一油酸去除率可達到90%,源強排放濃度為206.7mg/m3,經過整改后廢氣處理工藝,排放濃度為20.06mg/m3,廢氣排放達到排放標準。車間二馬來酸酐廢氣排放濃度為39mg/m3,廢氣處理后濃度為23.4mg/m3,達到排放標準。
該化工企業在進行有機廢氣處理后,在企業的分散劑、復合油等化工產品生產中,有機廢氣的污染也大大減少。對企業中的有機廢氣處理也實現了達標排放,實現有機廢氣的減排。該化工企業的成功案例具有較大的參考價值,在有機廢氣處理方面也給化工企業很大的自信心。該廢氣處理方案的具有很大的環境效益和經濟效益。目前,國家加大對于長江流域的化工企業的有機廢氣處理力度,更多的化工企業應該對有機廢氣的處理足夠重視起來。


![]()
![]()








